


为了让您更地了解我们的 球墨铸铁管检验发货,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是: 球墨铸铁管检验发货的图文介绍


球墨铸铁管薄壁化是我国灰铸铁的发展方向铸铁薄壁化、轻量化、强韧化是为了满足工程界对工程材料节能性、回用性两方面的要求,适应“人类可持续发展战略”的需要。铸件的“薄壁高强化”正在工程界成为一种趋势,其技术应用也将日益成熟并迅速拓展,在可以预见的将来,3~5mm加强孕育处理技术。尤其是强化孕育铸件的研究和推广。研究和推广低合金化孕育铸铁球墨铸铁管用于大量生产,建有生产线(用感应电炉熔化),质量基本稳定。随着现代化工业的发展,对具有特殊性能的材料的需求量不断增长,向我国特种铸铁(抗磨、耐蚀和耐热铸铁)的发展速度较缓慢,技术水平和国外差距较大。为了适应新形势下国民经济发展的需要,特种铸铁的研究今后将成为我国铸铁发展的一个重要方向。铸铁合金的发展高强化。



格瑞管业(仁化县分公司)本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,公司主营产品 陶瓷球墨铸铁管。公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;愿与社会各界朋友精诚合作,共创美好家园!



同时也不适用于疲劳计算的反复荷载和动荷载作用下的结构。球墨铸铁管厂家推广多型钢材今后在钢结构制造工业的机械化水平方面还需要进一步加强,提高构件的制造精度,严格尺寸要求,减小组装应力;根据力学原理设计出多种结构形式。同时要提高钢材的质量,生产推广H型、正方形和矩形等多型钢材,以适应各种结构的需求。近年来轻型钢结构已广泛应用于仓库、办公室、工业厂房、展览馆和体育场馆中。球墨铸铁管经过两个阶段形成铸态组织。首先是凝固阶段,这个过程包括:液相中析出球状石墨、在液相线温度开始析出初生相(奥氏体或渗碳体)、进行共晶转变、晶间碳化物析出,过程结束后出现凝固组织。但此方法还有待于研究发展,因为它所计算的可靠度只是构件或某一截面的可靠度,而不是整体结构的可靠度。



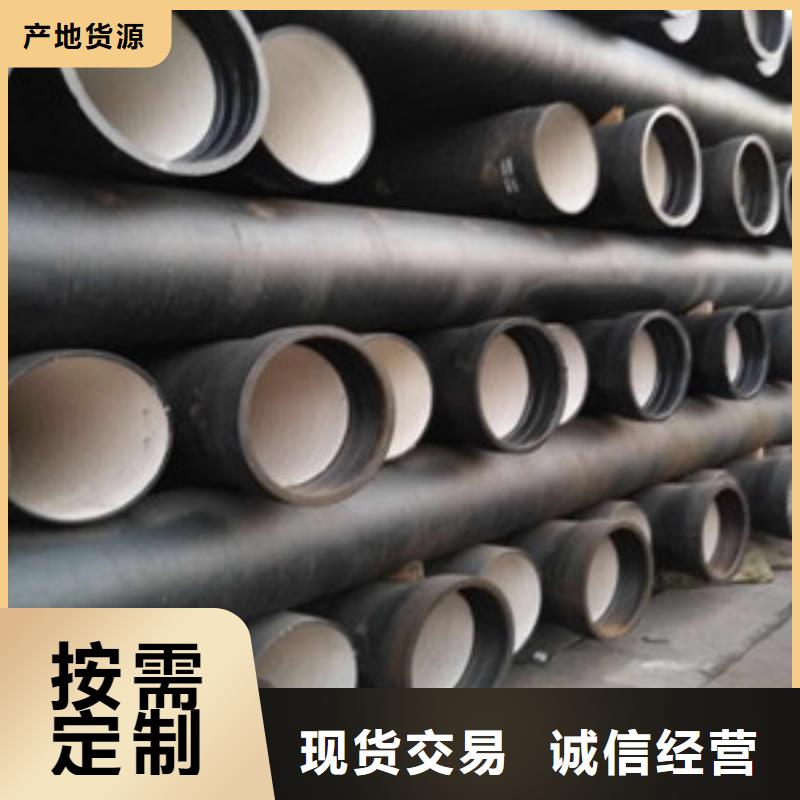
球墨铸铁管可在检查台上用量具进行,也可用自动尺寸检测装置如激光测径、测厚、测长仪等进行连续检测钢管外表面检查一般用目检,而内表面检查除用目检外,可利用反射棱镜检查球墨铸铁管挤压时,内套筒逐渐被挤出(外圆被镦粗)。换挤压筒时,可以发现球墨铸铁管厂家挤压筒内部配合扩大。因此,为确定热装的公盈量,采用内径规测量中套或挤压筒内孔。挤压筒一套筒的残余变形会导致其塑性破坏。设计挤压筒时,通过分析挤压筒的工况条件,可以确定挤压筒内套筒中的内压力值。球墨铸铁管切头尾长度主要取决于生产方法和生产技术水平,一般定、减径管端切头长度为50-100m,后端为11.1.4钢管尺寸和质量检查切断后的钢管根据技术要求进行质量检查,检查内容包括检查逐个管的尺寸和弯曲度以及管内外表面质量,并抽检其力学、工艺性能等,但检查需要取样。钢管几何尺寸和弯曲度的检查。



断面严重氧化,无金属光泽,裂口沿晶粒边发生和发展,外形曲折而不规则的裂纹,长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁,有金属光泽称冷裂纹,长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口,称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹,一般长度为70mm~10 0mm。 球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹,3)热裂纹。
