

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让钢板-酸洗钝化无缝管厂家直发自己向您展示它的卓越品质和出色性能。
以下是:钢板-酸洗钝化无缝管厂家直发的图文介绍
③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。


所述的相邻腹杆的中心线相交于弦杆中心线。本实用新型的复合耐磨板架,结构简单,能有效提高桁架强度,提高节点的强度,减少应力集中,制作精度高,且制作简单方便,抗疲劳耐久性较好。折叠式方钢宠物笼,涉及宠物笼技术领域,笼门一侧通过上下两个铰链与方钢栏杆连接,笼门另一侧上下部位均设有插销,底框架内均布有方钢栏杆的上面设有底盆,前框架和后框架均由两块大小相等框架组成,且之间均通过两个铰链连接。前框架和后框架的四个角均设有定位销,前框架和后框架通过定位销与顶框架、底框架焊接连接固定,顶框架、底框架与前框架之间以及顶框架、底框架与后框架之间均通过安装铰链进行活动连接。右框架的上部两个角设有定位销,通过定位销与顶框架焊接固定,且右框架通过定位销上转轴向笼体内上部自由折合。该方钢宠物笼拆叠时节省空间,利于搬运、储存,展开时操作简单、稳定性好,结构简单,安装方便,运输方便。复合耐磨板一种变翼缘工字钢梁与方钢管混凝土柱内隔板型节点,它包括工字型钢梁和方钢管混凝土柱,在工字型钢梁上、下翼缘处的方钢管内分别焊接有内隔板。



B)并可根据实际工况和客户要求添加陶瓷耐磨颗粒,其粒度小,增强基体整体硬度和提高材料抗磨粒磨损性能。
C)自主研发和设计的双金属耐磨板的耐磨性为普通碳钢的15-20倍;高锰钢的7-8倍;不锈钢的6倍;合金铸钢的8倍。
2. 具有良好的高强度抗冲击性
耐磨复合钢板的基板为低碳钢、低合金钢或不锈钢等韧性材料,提现了双金属的优越性。耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性。
3. 可再加工性好
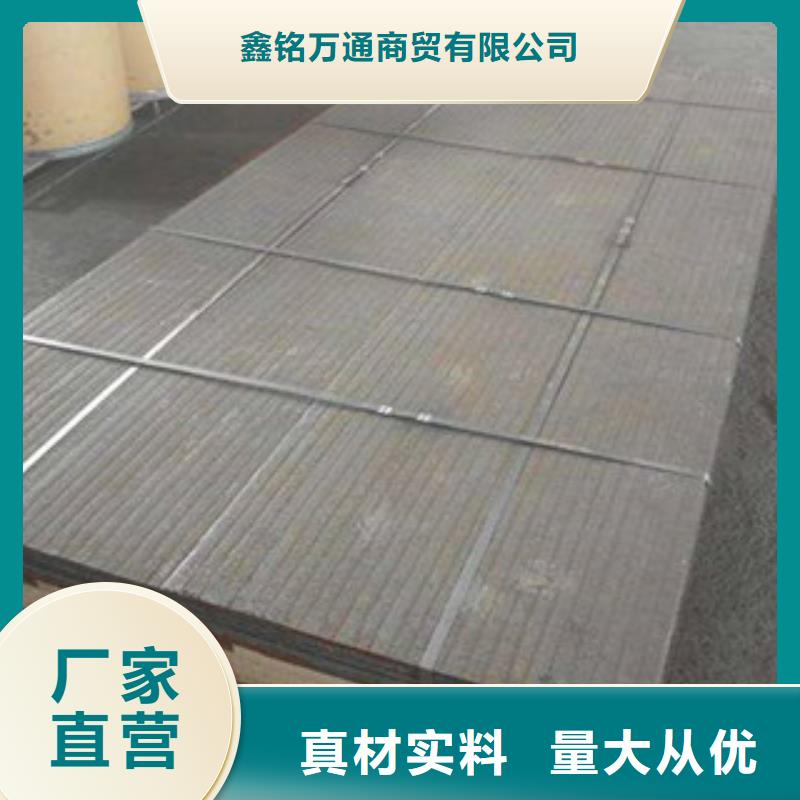
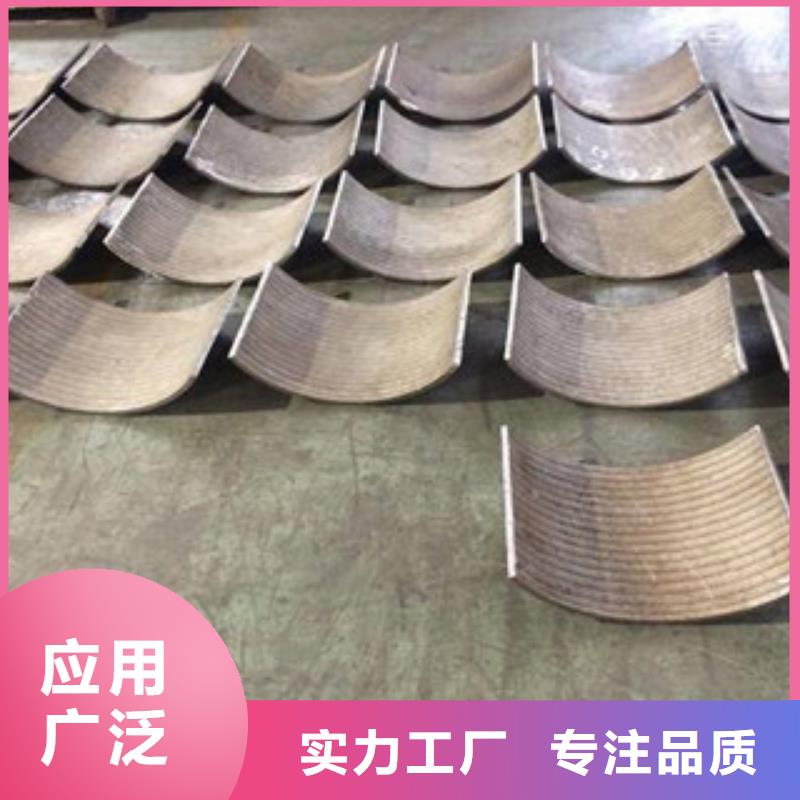
耐磨复合钢板可以切割,调平,打孔,弯曲和卷曲,它可以制成平板,弧板,锥板,圆筒。切割好的复合板可以拼焊成各种工程结构件或零部件。复合板还可加热用摸具压制成复杂形状。耐磨复合钢板可以用螺栓或焊接固定在设备上,更换维修方便。
C)自主研发和设计的双金属耐磨板的耐磨性为普通碳钢的15-20倍;高锰钢的7-8倍;不锈钢的6倍;合金铸钢的8倍。
2. 具有良好的高强度抗冲击性
耐磨复合钢板的基板为低碳钢、低合金钢或不锈钢等韧性材料,提现了双金属的优越性。耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性。
3. 可再加工性好
耐磨复合钢板可以切割,调平,打孔,弯曲和卷曲,它可以制成平板,弧板,锥板,圆筒。切割好的复合板可以拼焊成各种工程结构件或零部件。复合板还可加热用摸具压制成复杂形状。耐磨复合钢板可以用螺栓或焊接固定在设备上,更换维修方便。


4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



鑫铭万通商贸有限公司(马鞍山分公司)长年专业从事生产、销售 石油裂化管。专业性强、产品齐全、给客户提供合理的价格、优质的产品,真诚的服务理念、完善的服务体系。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!
