
更新时间:2025-05-24 11:21:55 ip归属地:南京,天气:多云,温度:15-25 浏览次数:73 公司名称:聊城 鑫鲁源金属制造有限公司(南京分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫鲁源 |
| 产地 | 山东聊城 |
| 价格 | 每米/元 |
| 颜色 | 可定制 |
| 类型 | 可定制 |





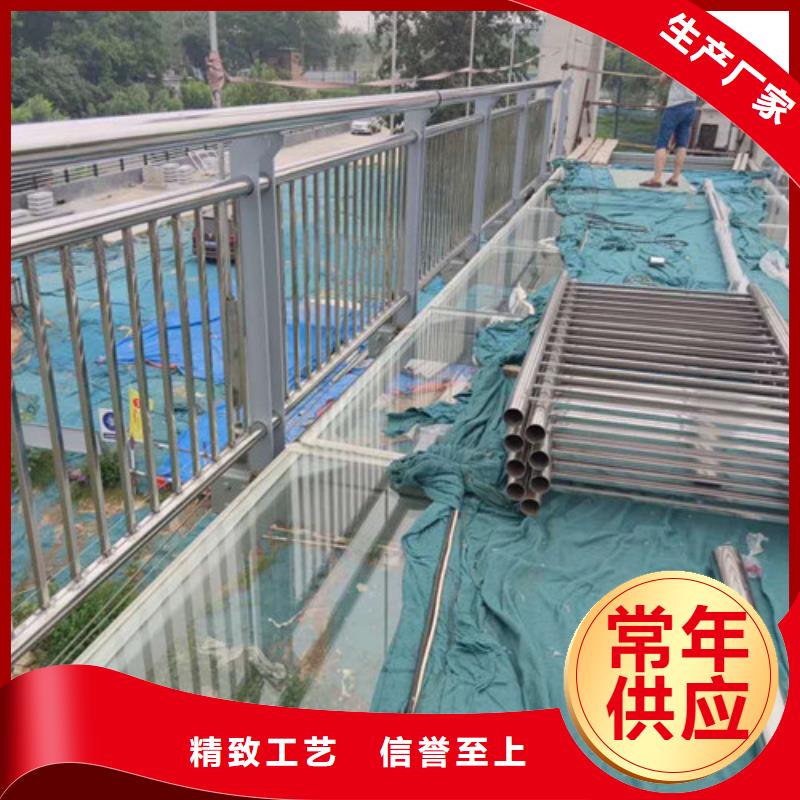




鑫鲁源金属制造有限公司(南京分公司)自成立起便将严谨的工作态度注入公司企业文化中,在 【中央分隔栏】产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 【中央分隔栏】产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 【中央分隔栏】渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



本标准规定了不锈钢复合管的分类、代号、尺寸、外形、质量及允许偏差、技术要求、试验方法、检验规则、标志、标签、包装和贮存。
本标准适用于市政设施、车船制造、道桥护栏、建筑装饰、钢结构网架、医疗器械、家具、一般机械结构部件等不锈钢复合管(以下简称不锈钢复合管)。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的******版本。凡是不注日期的引用文件,其******版本适用于本标准。
GB/T 242 金属管 扩口试验方法
GB/T 244 金属管弯曲试验方法
GB/T 246 金属管 压扁试验方法
GB/T 700 碳素结构钢
GB/T 1220 不锈钢棒
GB/T 2102 钢管的验收、包装、标志及质2证明书
GB/T 4239 不锈钢和耐热钢冷轧俐带
GB/T 8164 捍接悯管用创带
3.术语和定义
下列术语和定义适用于本标准。
不锈钢复合管 clad pipe
基材(内层)采用碳素钢,覆材(外层)采用不锈钢的钢管.
4.分类、代号
4.1 不锈钢复合管按表面交货状态分为四种,状态名称及其代号如下
a) 表面未抛光状态 SNB;
b) 表面抛光状态 SB;
c) 表面磨光状态 SP;
d) 表面喷砂状态 SA。
4.2 不锈钢复合管按截面形状分为三种,形状名称及其代号如下:
a.圆管
b.方管
c.矩形管
5 尺寸、外形、质量,及允许偏差
5.1 尺寸及允许偏整
5.1.1 不锈钢复合管的尺寸规格应符合附录A和附录B的规定。经供需双方协商,可生产附录A和附录B
尺寸规格以外的钢管。
5.1.2 复合圆管的外径允许偏差应符合规定。
5.1.3 方管和矩形管的边长允许偏差,由供需双方协商。
5.1.4 不锈钢复合管壁厚允许偏差应符合规定
5.2 长度
5.2.1 通常长度
不锈钢复合管一般以通常长度交货,通常长度的范围为1000mm-8000mm.
5.2.2 定尺长度
不锈钢复合管的定尺长度为6000mm,全长允许偏差为15mm;经供需双方协商,可生产1000mm至小6000mm的定尺长度。
5.3 外形
5.3.1不锈钢复合管的弯曲度不得大于如下规定:
外径<89. 0 mm 弯曲度不得大于1. 5 mm/m;
外径)89. 0 mm 弯曲度不得大于2.5 mm/m,
5.3.2 不锈钢复合管不得有明显的扭转。
5.3.3 不锈钢复合管两端头外形应与钢管轴线垂直,并应平整,不得有内层外露、毛刺等缺陷。由于切割方法造成的较小变形和轻微缺陷允许存在。
5.4 质量
不锈钢复合管既可按实际质量交货,也可按理论质量折算成长度交货。
W— 不锈钢复合管的质量,单位为千克每米(kg/m);
D— 不锈钢复合管的外径,单位为毫米(mm);
t1, 不锈钢复合管覆材的壁厚,单位为毫米(mm);
t2,不锈钢复合管基材的壁厚,单位为毫米(mm);
P1,不锈钢复合管W材的钢密度,单位为千克每立方分米(kg/dm3) (不锈钢的密度:OCr18Ni9为7.93kg/dm3,1Cr18Ni9为7. 93 kg/dm3);
P2,不锈钢复合管基材的钢密度,单位为千克每立方分米(kg/dm3)(碳素钢的密度为7.85 kg/dm3),
5.5 标记示例
a) 用OCr18Ni9的钢为覆材,Q195的钢为基材,圆形截面,抛光状态,外径25.4 mm,壁厚1.2mm,长度为6 000mm定尺的不锈钢复合管.其标记为:
OCr18Ni9/Q195-25.4X1.2X6000-GB/T 18704-2002
注:不锈钢复合管以圆截面形状、抛(磨)光状态交货的,可不标注其代号。
b) 用1 Cr18Ni9的钢为覆材,Q235B的钢为基材,方形截面,喷砂状态,边长30mm,壁厚1.4 mm,长度为6 000 mm定尺的方形不锈钢复合管,其标记为:
1Cr18Ni9/Q235B-S.SA30X30X1.4X6000-GB/T 18704-2002
6 技术要求
6.1 材料及化学成分
6.1.1 不锈钢复合管的覆材采用牌号为OCr18Ni9,1Cr18Ni9的不锈银,其化学成分和力学性能应符合GB/T4239的有关规定。
6.1.2 不锈钢复合管的基材采用牌号为Q195,Q215A,Q215B,Q235A和Q235B的碳素钢,其化学成分和力学性能应符合GB/T 8164的有关规定。
6.1.3 经供需双方协商,不锈钢复合管可选用其他牌号的材料制造。
6.2 制造方法
如需方没有特殊要求,不锈钢复合管的制造方法由生产厂自行选择。
6.3 工艺性能
6.3.1 压扁试验 将不锈钢复合管试样的外径压扁至管径的1/3时,试样不得有裂纹或裂口。
6.3.2 扩口试验 顶心锥度为60度,将不锈钢复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。
6.3.3 弯曲试验 弯曲角度为90度,弯心半径为不锈钢复合管外径的3.5倍,不锈钢复合管试样弯曲处内侧面不得有皱褶。
6.4 表面质量
6.4.1 不锈钢复合管的外表面应清洁,不得有裂纹、划伤、折叠、分层、氧化皮和明显的焊道缺陷。
6.4.2 不锈钢复合管基材应包覆紧密、匀称。
6.4.3 不锈钢复合管表面粗糙度(即光亮度):
a) 圆管外径小于等于63.5mm时,其表面粗糙度不低于400号。
b) 圆管外径大于63.5mm时,其表面粗糙度不低于320号。
c) 方形管和矩形管的表面粗糙度应不低于320号。
7 试验方法
7.1 每批钢管的检验项目和试验方法应符合规定。
7.2 不锈钢复合管的表面粗糙度检验 取试样2根,在不锈钢复合管表面上用粗糙度测定仪进行测量,测量点不少于3处,也可用粗糙度标准样板或光亮度样板进行比对试验。
7.3 定尺长度检验 在10根试样上用10000 mm钢卷尺进行测量。
8 检验规则
8.1 检查和验收
不锈钢复合管的检查和验收由供方质量监督部门进行。需方有权在钢管上按本标准规定进行验收。
8.2 组批规则
不锈钢复合管应按批进行检查和验收。每批应由同一牌号基材与同一牌号覆盖复合而成的,且为同一表面状态、同一尺寸规格的不锈钢复合管组成,组批规则如下:
a) 外径小于或等于63.5mm时,每批不锈钢复合管数量不超过800根。
b)外径大于63.5mm时,每批不锈钢复合管数量不超过500根。
8.3 取样数量和部位
不锈钢复合管的取样数量及部位见表2,
8.4 复验与判定规则
不锈钢复合管的复验与判定应符合GB/T2102的有关规定。
9 标志、标签
9.1 标志
9.1.1 产品上应有以下标志内容:
a) 产品商标;
b) 产品规格。
9.1.2 外包装应有以下标志内容:
a) 产品的名称、执行标准、商标;
b) 生产企业名称、详细地址;
c)产品规格。
9.2 标签
标签上应有以下标志内容:
a) 产品名称、商标;
b) 产品规格;
c) 检验签章、检验日期。
10.包装、贮存
10.1包装
a) 外包装用塑料编织袋或木箱包装,经供需双方协商也可采用其他材料进行外包装
b) 内包装用塑料薄膜进行包装。
10.2贮存
不锈钢复合管应贮存在通风、防潮、无腐蚀性气体的仓库内。




鑫鲁源金属制造有限公司(南京分公司)成立于2007年,拥有自主研发生产等部门,为不断满足 【中央分隔栏】市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 【中央分隔栏】产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 【中央分隔栏】产品、完善的服务,而保持行业地位。



