
我们为您呈现了一部精彩绝伦的桥梁铝合金护栏厂家一手货源产品视频,让您感受产品的独特之处。
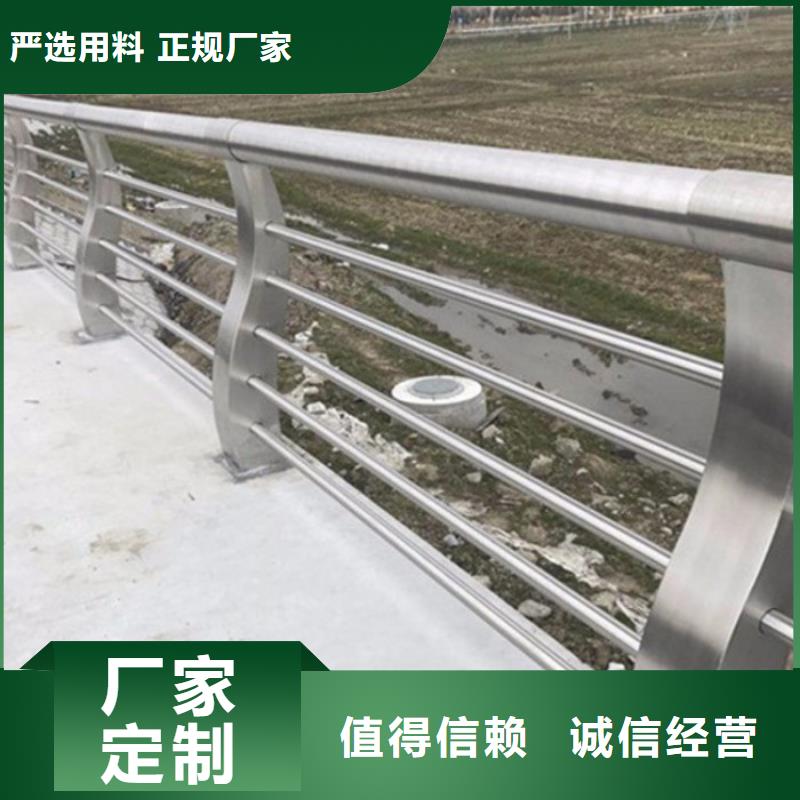
以下是:十堰丹江口桥梁铝合金护栏厂家一手货源的图文介绍

不锈钢河道护栏制作通常采用的方法
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。


立朋金属护栏(丹江口市分公司)位于经济开发区汇通物流园B区116室 ,本公司专业生产 【高速开口栏网】。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:1556351178813563598966 欢迎来电咨询或到厂实地考察!



护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。


桥梁护栏结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足规范要求。栏杆强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。栏杆造型、色调与周围环境协调,对重要桥梁宜作景观设计。当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m等等。桥梁栏杆要求采用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由立柱、扶手、托梁、栏片等构件组成。立柱截面尺寸为120㎜×120㎜,高度分为1180㎜,和1080㎜(铁一院)两种;扶手顶宽100㎜,底宽106㎜,高100㎜;托梁顶宽100㎜,底宽110㎜,高100㎜;扶手、托梁与栏片连接表面设置栏片安装插槽,插槽深度15㎜。满足栏片安装后,端部位于横梁内配置纵向钢筋的下部,同时插槽处箍筋加强,防止出现裂纹。扶手与立柱处连接,端部预留钢筋,立柱顶部设置扶手卡槽,卡槽深度110㎜,宽60㎜,同时柱顶预埋钢筋,外漏长度170㎜,扶手通过卡槽与立柱固定,并通过柱顶预埋钢筋连接两侧横梁及柱帽,钢筋埋入立柱深度满足锚固要求。立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10㎜,钢板与立柱主筋焊接,焊接采用手工电弧焊,所有外漏钢板采用锌铬涂层防护体系进行防腐处理等等。


